Bandstahl mit hohem C-Gehalt: bainitgehärtet

| Bezeichnung | Werkstoffnr. | Europäische Norm (EN) | Chemische Zusammensetzung | |||||||
| C | Si | Mn | P max. | S max. | Cr | V | Ni | |||
| C60S | 1.1211 | EN 10132-4 | 0,57 - 0,65 | 0,15 - 0,35 | 0,60 - 0,90 | 0,025 | 0,025 | max. 0,40 | - | max. 0,40 |
| C67S | 1.1231 | EN 10132-4 | 0,65 - 0,73 | 0,15 - 0,35 | 0,60 - 0,90 | 0,025 | 0,025 | max. 0,40 | - | max. 0,40 |
| C75S | 1.1248 | EN 10132-4 | 0,70 - 0,80 | 0,15 - 0,35 | 0,60 - 0,90 | 0,025 | 0,025 | max. 0,40 | - | max. 0,40 |

BAINITISCH GEHÄRTETES BAND: HOHE FESTIGKEIT UND DUKTILITÄT
CHEMISCHE ZUSAMMENSETZUNGEN UND MECHANISCHE EIGENSCHAFTEN
Bainitisches gehärtetes Stahlband wird durch eine Wärmebehandlung gewonnen, die in der schnellen Abkühlung des Stahlstücks von einer hohen Temperatur besteht. Um dieses Ergebnis zu erreichen, wird das Band für eine bestimmte Zeit auf einer Zwischentemperatur gehalten, wodurch sich eine bainitische Struktur bildet. Die Haupteigenschaft von bainitisch gehärtetem Bandstahl ist die Duktilität, d. h., das Material kann verformt werden, ohne zu brechen. Darüber hinaus weist diese Art von Band eine hohe Härte und mechanische Festigkeit auf.
Zu den bei VINCO erhältlichen Optionen für bainitisch gehärtete Stahlbänder gehören die folgenden chemischen Zusammensetzungen: C60S mit 0,57-0,65% abgeschrecktem Kohlenstoff und guter mechanischer Festigkeit; C67S mit 0,65-073% abgeschrecktem Kohlenstoff und hoher Festigkeit und Zähigkeit; C75S bestehend aus 0,70-0,80% Kohlenstoff und abgeschrecktem Stahl. Letzterer zeichnet sich durch eine gute Kombination von Festigkeit und Flexibilität aus.
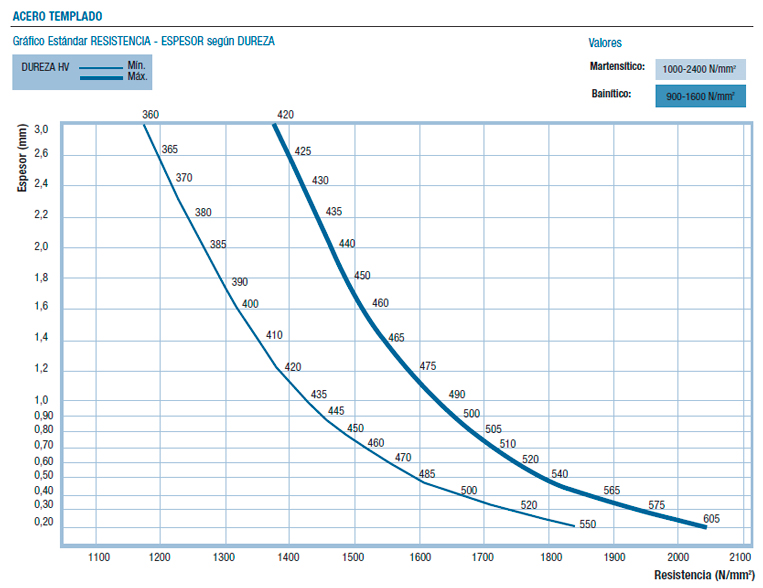
Im Abschnitt "Mechanische Eigenschaften" des Produktblattes können Sie den Unterschied zwischen bainitischer Härtung und martensitischer Härtung in Abhängigkeit von der Dicke und Festigkeit des Materials nachlesen. Die mechanischen Eigenschaften dieses Bandtyps werden zum Zeitpunkt der Bestellung vereinbart. Wenden Sie sich an unser Expertenteam, damit es Sie entsprechend Ihren Bedürfnissen unter der Telefonnummer (+34) 94 412 33 99 beraten kann, oder senden Sie uns eine E-Mail an info@vinco.es.

OBERFLÄCHEN UND TOLERANZEN FÜR BAINITISCH GEHÄRTETES BAND
Für Bänder aus kohlenstoffreichen Stählen, wie z. B. banitisch gehärtete Bänder, gilt die Norm EN 10132-4:2000, die für kaltgewalzte Bänder zur Wärmebehandlung gilt. Die Oberflächenbeschaffenheit oder Rauheit des Bandes wird zum Zeitpunkt der Bestellung entsprechend Ihren Anforderungen festgelegt.
Die Toleranzen für diese Art von Umreifungsband sind im Produktblatt aufgeführt und unterteilen sich in: Dickentoleranzen, Breitentoleranzen, Längentoleranzen und Pfeiltoleranzen, die sich auf die Wölbung der Bandstreifen beziehen. Darüber hinaus wird auch die Ebenheitstoleranz für Bandumreifungen angegeben.
VINCO ist nach ISO 9001:2015 und ISO 14001:2015 für das Schneiden und die Vermarktung von Stahlbändern zertifiziert. Dies spiegelt wider, dass wir während des gesamten Lieferprozesses nach Qualitätsstandards arbeiten und die Bedürfnisse unserer Kunden stets erfüllen.

| Bezeichnung | Werkstoffnr. | Europäische Norm (EN) | Algemeine internationale Güten | |||||
| USA (AISI) | JAPAN (JIS) | CHINA (GB) | ||||||
| C60S | 1.1211 | EN 10132-4 | ||||||
| C67S | 1.1231 | EN 10132-4 | 1065 | A505/506 | SUP 10 | G4802 | 70 | GB/T 1222 |
| C75S | 1.1248 | EN 10132-4 | 1074 | A682/684 | - | - | - | - |
| Bezeichnung | Werkstoffnr. | Europäische Norm (EN) |
| C60S | 1.1211 | EN 10132 |
| C67S | 1.1231 | EN 10132 |
| C75S | 1.1248 | EN 10132 |
- Zum Zeitpunkt der Veröffentlichung dieser Informationen waren die mechanischen Eigenschaften in keiner Norm aufgeführt.
- Die mechanischen Eigenschaften müssen bei Bestellung vereinbart werden.
- Die Standardwerte liegen im Bereich von 900-1400 N/mm2.
- Die Spezifikationen für Festigkeit/Härte befinden sich in einem Bereich von 150 N/mm² bzw. 50 HV, außer bei vorheriger ausdrücklicher Vereinbarung.
Zu Informationszwecken wird in der folgende Tabelle der Unterschied zwischen bainitischer und martensitischer Härtung angegeben.
EN 10132-4:2000
- Bitte geben Sie die Anforderungen bzgl. Oberflächenrauheit bei der Angebotsanfrage bzw. Auftrag, an.
DICKENTOLERANZEN
| Nenndicke t | Dickentoleranzen nach EN 10140 für Nennbreiten von w | ||||||
| <125 | ≥ 125 Y <600 | ||||||
| > | ≤ | A normal | B schmal | C eng | A normal | B schmal | C eng |
| - | 0,10 | ± 0,008 | ± 0,006 | ± 0,004 | ± 0,010 | ± 0,008 | ± 0,005 |
| 0,10 | 0.15 | ±0,010 | ± 0,008 | ± 0,005 | ± 0,015 | ± 0,012 | ± 0,010 |
| 0,15 | 0,25 | ±0,015 | ± 0,012 | ± 0,008 | ± 0,020 | ± 0,015 | ± 0,010 |
| 0,25 | 0.40 | ± 0,020 | ± 0,015 | ± 0,010 | ± 0,025 | ± 0,020 | ± 0,012 |
| 0,40 | 0,60 | ± 0,025 | ± 0,020 | ± 0,012 | ± 0,030 | ± 0,025 | ± 0,015 |
| 0,60 | 1,00 | ± 0,030 | ± 0,025 | ± 0,015 | ± 0,035 | ± 0,030 | ± 0,020 |
| 1,00 | 1.50 | ± 0,035 | ± 0,030 | ± 0,020 | ± 0,040 | ± 0,035 | ± 0,025 |
| 1,50 | 2.50 | ± 0,045 | ± 0,035 | ± 0,025 | ± 0,050 | ± 0,040 | ± 0,030 |
| 2,50 | 4.00 | ± 0,050 | ± 0,040 | ± 0,030 | ± 0,060 | ± 0,050 | ± 0,035 |
| 4,00 | 6.00 | ± 0,060 | ± 0,050 | ± 0,035 | ± 0,070 | ± 0,055 | ± 0,040 |
Maßangaben in mm.
BREITENTOLERANZEN
| Breitentoleranzen bei Bändern mit geschnittenen Kanten | VINCO Standardtoleranzen 1) | Breitentoleranzen bei Nennbreiten nach Norm EN 10140 | |||||||||
| Nenndicke t | 3-15 | 15-50 | 50-150 | >150 | <125 | ≥ 125 und <250 | ≥250 und <600 | ||||
| >= | < | A | B | A | B | A | B | ||||
| 0,1 | 0,4 | ± 0,075 2) | ± 0,075 2) | ± 0,075 2) | ± 0,10 2) | ± 0,15 | ± 0,10 | ± 0,20 | ± 0,13 | ± 0,25 | ± 0,18 |
| 0,4 | 0,7 | ± 0,085 | ± 0,09 | ± 0,10 | ± 0,12 | ± 0,15 | ± 0,10 | ± 0,20 | ± 0,13 | ± 0,25 | ± 0,18 |
| 0,7 | 1,0 | ± 0,085 3) | ± 0,09 3) | ± 0,10 3) | ± 0,12 3) | ± 0,20 | ± 0,13 | ± 0,25 | ± 0,18 | ± 0,30 | ± 0,20 |
| 1,0 | 1,5 | ± 0,10 4) | ± 0,10 4) | ± 0,10 4) | ± 0,15 4) | ± 0,20 | ± 0,13 | ± 0,25 | ± 0,18 | ± 0,30 | ± 0,20 |
| 1,5 | 2,5 | auf Anfrage | ± 0,13 5) | ± 0,15 5) | ± 0,16 5) | ± 0,25 | ± 0,18 | ± 0,30 | ± 0,20 | ± 0,35 | ± 0,20 |
| 2,5 | 2,6 | auf Anfrage | auf Anfrage | ± 0,16 | ± 0,175 | ± 0,25 | ± 0,18 | ± 0,30 | ± 0,20 | ± 0,35 | ± 0,25 |
| 2,6 | 4,1 | auf Anfrage | auf Anfrage | ± 0,16 | ± 0,175 | ± 0,30 | ± 0,20 | ± 0,35 | ± 0,25 | ± 0,40 | ± 0,30 |
| 4,1 | 6,1 | auf Anfrage | auf Anfrage | ± 0,16 | ± 0,175 | ± 0,35 | ± 0,25 | ± 0,40 | ± 0,30 | ± 0,45 | ± 0,35 |
Maßangaben in mm.
1) Nach Vereinbarung sind engere Maßtoleranzen möglich
2) Einschließlich dem Wert t= 0,4
3) Einschließlich dem Wert t= 1
4) Einschließlich dem Wert t= 1,5
5) Einschließlich dem Wert t= 2,5
LÄNGENTOLERANZEN
| Längentoleranzen | Nach Vereinbarung sind engere Toleranzen möglich | Plus-Toleranz in Bezug auf die Nennlänge nach Norm EN 10140 für die | |
| Nennlänge L | Klasse A | Klasse B | |
| L ≤ 1000 | + 2 | + 10 | + 6 |
| 1000 < L ≤ 2500 | + 0,002 L | + 0,01 L | + 6 |
| L > 2500 | + 0,002 L | + 0,01 L | + 0,003 L |
Maßangaben in mm.
säbelTOLERANZEN
| Nennbreite (W) | Nach Vereinbarung sind engere Toleranzen bei der Kantenwölbung möglich | Toleranzen nach Norm EN 10140 für die Kantenwölbung | ||
| Maximale Abweichung 1000 mm | ||||
| Dicke (t) | Klasse A (Normal) (maximale Abweichung) | Klasse B (FS) (Präzision) (maximale Abweichung) | ||
| t ≤ 1,20 mm | t > 1,20 mm | |||
| 3 ≤ W < 6 | 2,50 | 4,00 | - | - |
| 6 < W ≤ 10 | 2,00 | 3,00 | - | - |
| 10 < W ≤ 20 | 1,00 | 1,50 | 5,00 | 2,00 |
| 20 < W < 25 | 1,00 | 1,50 | 5,00 | 2,00 |
| 25 ≤ W < 40 | 1,00 | 1,50 | 3,50 | 1,50 |
| 40 ≤ W < 125 | 1,00 | 1,50 | 2,50 | 1,25 |
| 125 ≤ W ≤ 350 | 1,00 | 1,50 | 2,00 | 1,00 |
| 350 < W < 600 | - | - | 2,00 | 1,00 |
Maßangaben in mm.
Der Absolutwert des Toleranzfeldes kann innerhalb dieses Bereichs unterteilt werden.
WELLIGKEIT / EBENHEIT IN WALZRICHTUNG
Die Ebenheitstoleranz bei Bändern in Streifen in Walzrichtung sollte maximal 10 mm über 1000 mm betragen. Jegliche weitere Anforderung hinsichtlich der Ebenheit muss bei Bestellung vereinbart werden.
 The global electric vehicle (EV) market is experiencing significant growth, driven by a number of...
The global electric vehicle (EV) market is experiencing significant growth, driven by a number of...

Kontaktieren Sie uns